
Декорирование шкатулки с имитацией ковки
Представьте погожий солнечный денек, вы прогуливаетесь по Петербургу… Вокруг каналы, сады, соборы, старинные здания, которыми так славится северная столица — абсолютное эстетическое удовольствие! Но я хочу поговорить о конкретном месте, точнее даже о том, чем оно огорожено. Я говорю про кованую ограду Михайловского сада. Полагаю, мастерство, с которым она выполнена, и необычность рисунка, узнаваемого по одним только очертаниям, вдохновила многих художников, и я не исключение. Конечно, дальнейшая представленная работа имеет мало общего с этим произведением искусства, она скорее является результатом моих мыслей по поводу имитации ковки в целом, а не в подражании чему-то конкретному. В любом случае, я постаралась найти метод, при помощи которого можно передать ощущение от вида кованых изделий. Итак, приступим.

Для имитации ковки в декоре шкатулки нам понадобятся:
— синтетические кисти: круглая среднего размера (примерно №5-7) и большая и средняя плоские кисти;
— бельевая хлопчатобумажная веревка;
— шкатулка;
— черный грунт «Таир»;
— прозрачный гель (можно использовать контурный);
— «Деколор художественный» Черный, Серебристо-черный и Серебро;
— финишный лак «Таир».

Шаг 1. Грунтуем шкатулку.
Я рекомендую черный грунт, так как далее мы будем использовать черную краску, через которую может просвечивать нижний слой. Соответственно, при использовании белого грунта, вам придется нанести больше слоев краски, что увеличит ее расход.

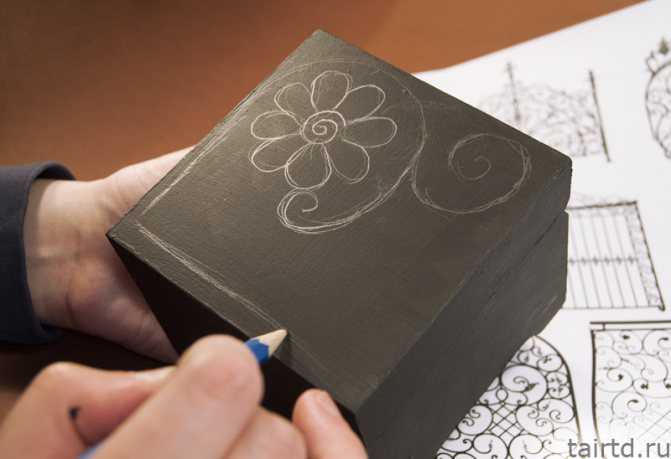
Шаг 2. Эскиз.
Смотрим на фотографии, эскизы и проекты различных кованых оград и вдохновляемся. Теперь нам нужно нанести контуры, по которым в дальнейшем будет крепиться веревка.
Почему мы сначала наносим рисунок, а не черную краску, как сделали бы это обычно, чтобы избежать не прокрашенных мест?
Во-первых, по черному деколору вы уже не сможете рисовать карандашом, ручкой, мелом или чем-либо из графических принадлежностей. Вам придется использовать краску, что не очень удобно, если вы придумываете рисунок по ходу (краску сложно стереть, придется закрашивать).
Во-вторых, сцепление геля с грунтом гораздо прочнее, чем с краской.
Шаг 3. Нанесения геля.
После завершения рисунка, начинаем наносить гель по заданным контурам. Почему я выбрала именно гель? Во-первых, потому что он плотный, в него хорошо вживляются любые элементы, при этом он создает объемное основание для этих элементов. Во-вторых, он точно не проест грунт, как это могут сделать некоторые клеи. В-третьих, мне просто больше нравится работать с ним, так как он не пахнет, к тому же он дольше сохнет, чем клей, что дает возможность при необходимости исправить погрешности.
На данном этапе лучше использовать контурный гель, но если у кого-то, как и у меня под рукой оказался только гель в банке, то можно пустить в дело его. С контурным гелем все просто, мы просто выдавливаем его полосой по заданным контурам. С гелем же из банки процесс усложняется. Берем гель из банки густо на плоскую среднего размера кисть и выкладываем его как ложкой на контур, одновременно оттягивая руку с кистью по линии, тогда вы добьетесь максимально удобного контура.

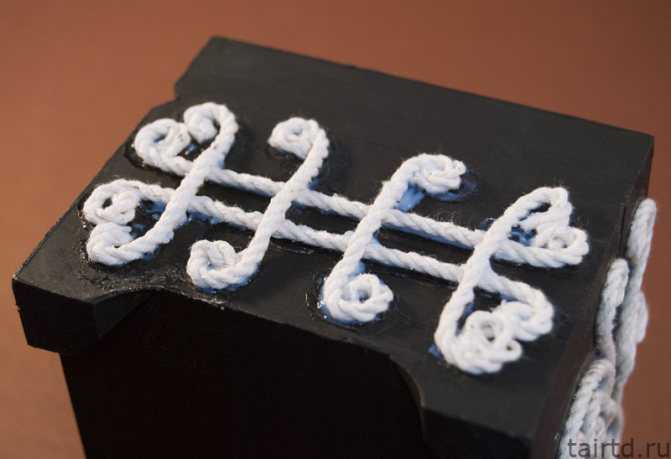
Шаг 4. Веревка.
Теперь приклеиваем на гель бельевую веревку. Для этого отрезаем от мотка на глаз нужный кусочек. Далее, прижимая один конец пальцем, второй рукой начинаем формировать рисунок.

Двигайтесь по веревке небольшими отрезками, все время придерживая и прижимая участки, которые уже выложили на узоре. Советую иметь острые ножницы для того, чтобы в конце линии без труда обрезать кончик.

Концы веревки «примазываем» гелем для того, чтобы они не топорщились. При создании объемных элементов, т.е. в несколько уровней веревки, как в данном случае цветок, дождитесь пока предыдущий слой высохнет и закрепится.
Шаг 5. Окрашивание.
После высыхания всей композиции красим шкатулку в черный деколор. Это придаст ей большую схожесть с металлом
Особое внимание обратите на покраску объемных элементов. Советую использовать для этого круглую кисть средних размеров, так как ей будет удобнее прокрашивать внутренний рельеф и при этом она будет держать достаточное количество краски, нужное для пропитывания волокон веревки

Шаг 6. Сухая кисть.
После высыхания черной краски проходим «сухой кистью» по всей шкатулке «Деколором» Серебристо-черным.

Далее так же проходимся по особенно выпуклым местам и углам «Деколором» Серебро.

Шаг 7. Закрепление.
Покрываем в несколько слоев финишным лаком, он придаст необходимый глянец нашей работе и сделает ее более долговечной.

Для того, чтобы подобная работа смотрелась более ярко, можно добавлять в композицию разноцветную мозаику, точечную роспись, золотые элементы. Желаю приятного творчества!

Художник: Аверинова Александра.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.

Разновидности инструментов для ковки.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
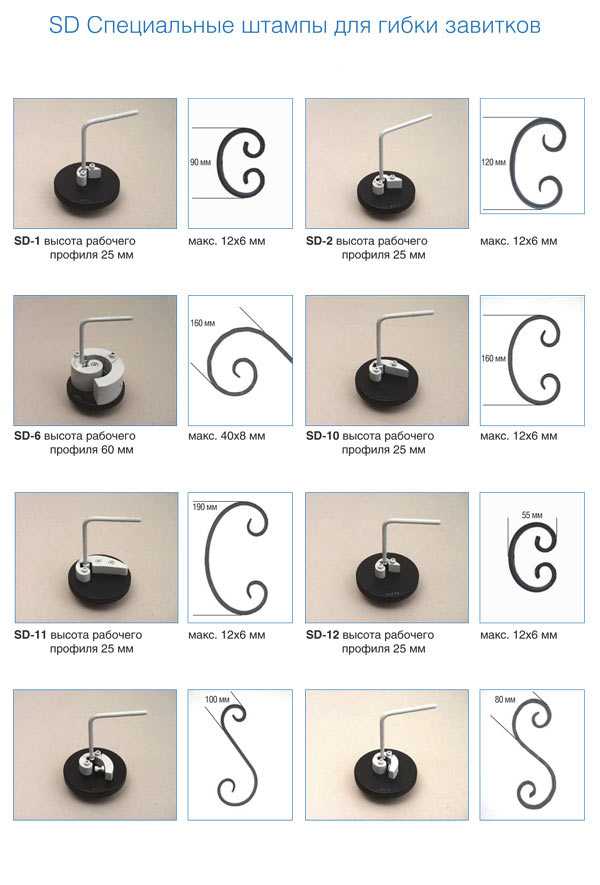
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- Гибочные станки для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.
Твистеры
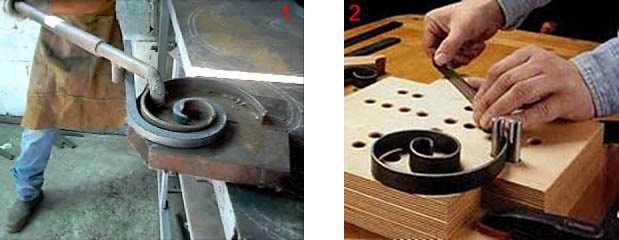
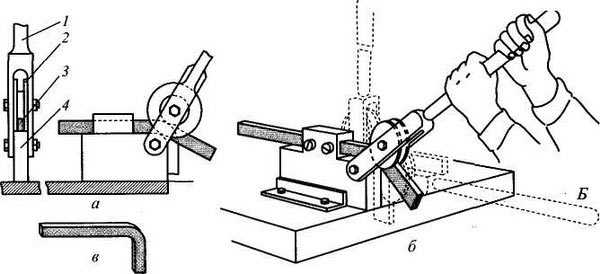
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
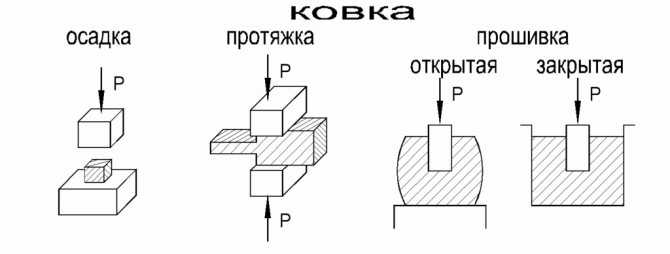
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
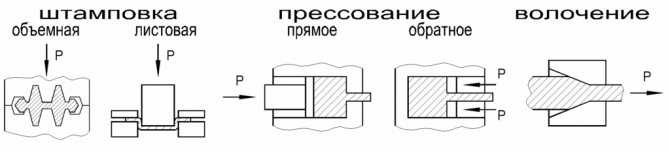
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.

Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
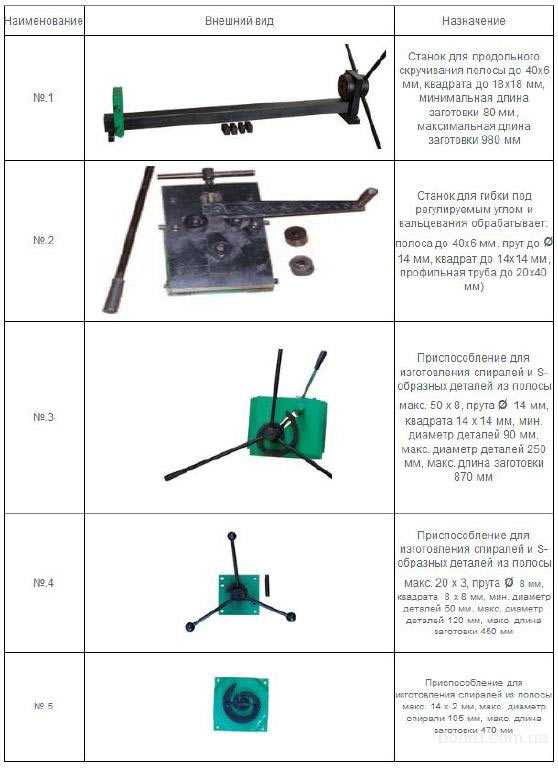
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |

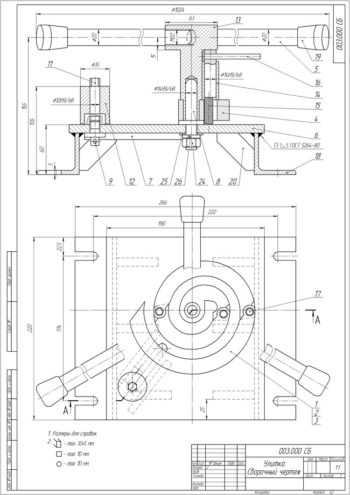
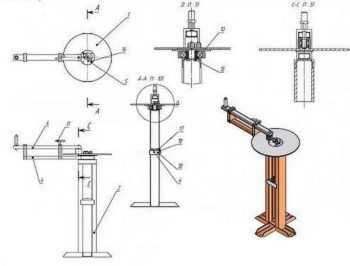
Станок «Улитка» для ковки своими руками

согласно чертежам и технологии
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.

Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
https://youtube.com/watch?v=rUTdr5Cb9SE
Сборка станка

По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
https://youtube.com/watch?v=4atsVH4meQg
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Торсионы
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера;
Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку.
гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Электропривод самодельного торсионного станка
Волна и зигзаг
Если вам нужны не завитки и окружности, а лишь небольшие изгибы – волнообразные или зигзагообразные, более острые, то понадобится «гнутик». О его оснащении мы уже рассказали. Теперь объясним то, что действующие элементы (их три – два статичных, один – подвижный) могут заменяться. Так круглые валы для мягкой волны могут быть заменены на клинья с острыми углами, что дает ровный и четкий зигзаг.
Подобное оборудование используется при создании спиралевидных деталей посредством техники холодной ковки. Стоит отметить, что ручная работа на подобном станке практически невозможна, поэтому если вы задумались о том, чтобы собрать торсион своими руками, следует использовать схемы и чертежи с электрическим вариантом подобного станка.
Для сборки торсионного станка потребуется:- стальная балка;- стальной лист;- тиски, зажимы, хомуты;- мотор, цепь, редуктор;- сварочный аппарат и болгарка.
На другую сторону балки крепятся ролики, на которые будет смонтирована рабочая поверхность станка. В дальнейшем, на противоположный конец следует закрепить еще одни тиски с подвижными элементами и проследить, чтобы конструкции на двух сторонах располагались на одном уровне.
Далее следует закрепить стальную ручку, прикрепить редуктор, двигатель и штурвалы, после чего выполнить стальной защитный кожух для готовой конструкции, оборудованной подвижным и неподвижным блоками.
Что можно сделать собственноручно?
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.

Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
- Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.
- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.




