
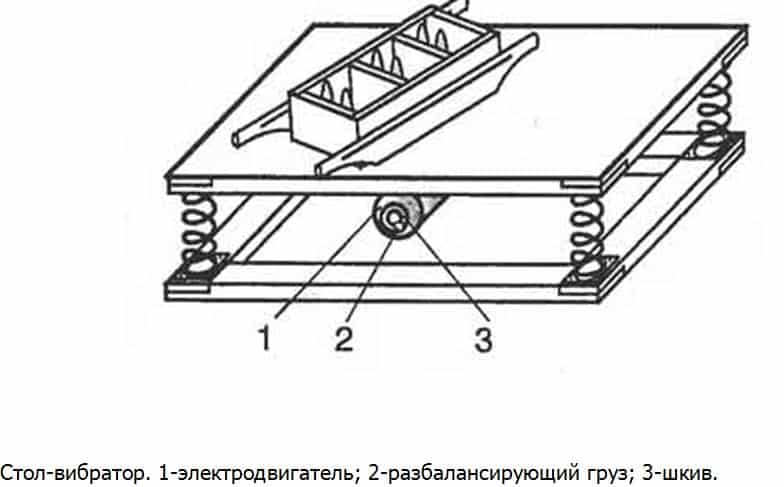
Инструкция по изготовлению вибростолов
Если вы не готовы потратить деньги на агрегат, который пригодится вам единожды, но желание сэкономить на покупке тротуарной плитки высоко, стоит попытаться изготовить вибростол своими руками. Что же необходимо, чтобы изготовить вибростол своими руками:
- чертеж;
- четыре стальные трубы;
- уголок (швеллер);
- металлический лист для изготовления столешницы;
- болгарка или электроножницы для работы с металлическими элементами;
- вибромотор на 220 В нужной мощности и четыре болта для его закрепления;
- сварочный аппарат;
- дрель.
В том случае, если все необходимое есть у вас в наличии, можно приступать к изготовлению вибростола своими руками.
- Оптимальные размеры основания стола — 70 смx70 см, однако каждый мастер вправе изготовить стол таких размеров, которые соответствуют его потребностям. Чем больше объем производства, тем, соответственно, шире должна быть вибрирующая поверхность стола и мощнее двигатель. Основание легко сделать из металлического уголка (достаточно 50×50 мм) или швеллера. Отдельные элементы его можно соединить при помощи электросварки или болтов. В последнем случае конструкция получится разборной. Это удобно, если вы собираетесь перемещать ее с одного объекта на другой. Однако болты имеют свойство расшатываться, поэтому жесткость конструкции уменьшится.
- К готовому основанию необходимо присоединить ножки из стальных труб. Для придания устойчивости агрегату к ним либо приваривают металлические пластины, либо закапывают их в землю и заливают цементным раствором. Первый вариант используют, если требуется передвижная конструкция. Во втором случае стол будет стационарным.
При изготовлении ножек нужно учесть три момента:
- вибромотор не должен касаться земли;
- высота ножек должна быть такой, чтобы мастеру было удобно работать, не нагибаясь;
- все 4 ножки должны быть строго одинаковых размеров, иначе столешница будет располагаться под углом и бетонная смесь станет вытекать при вибрации.
После того, как вы подготовили основание, пора приступать к изготовлению столешницы. Для этого в каждый угол, а также в центр основания необходимо закрепить шесть стальных пружин. Приобрести их можно на авторынке. Пружины от мопеда, разрезанные на две части, отлично подойдут для изготовления вибростола. Также пригодны пружины от амортизаторов или клапанов автомобильного мотора.
В качестве рабочей вибрирующей поверхности часто используют лист стали с бортиками, к которому снизу прикреплен вибромотор. Место, в котором его следует закрепить, отмечено на чертеже. На столешнице располагают формы, в которые и заливают бетон. Другой вариант конструкции рабочей поверхности — стальная рама с листом ОСБ, ДСП или фанеры внутри.
Соединить столешницу и станину можно разными способами:
- пружину одним концом приварить к рабочей поверхности, а другим — к основанию (неразъемное соединение);
- один конец пружины электросваркой закрепить на столешнице, а другой вставить в стакан высотой, равной трети пружины, установленный на станине;
- можно поменять местами места крепления пружины и расположения стаканов.
Вибродвигатель закрепляют на столешнице неподвижно. Если использовать модели ИВ-98 или ИВ-99, то вибрация получится очень сильной. Рабочая поверхность в этом случае должна быть из стального листа толщиной не менее 10 мм или иметь утяжеление (бетонные балласты).
Этого не потребуется, если взять самый обыкновенный электродвигатель и установить на нем самодельный эксцентрик вместо шкива. Впрочем, можно отрезать отдельные его части или просверлить в нем несколько отверстий, произведя таким образом его разбалансировку.
Расположить вибродвигатель можно тремя способами:
- в горизонтальной плоскости (вибрация тогда получится горизонтальной);
- в вертикальной плоскости (с горизонтальными колебаниями);
- под углом в 45 градусов к столешнице (для получения вибрации во всех плоскостях).
Как видите, конструкция проста и изготовить вибростол своими руками вполне реально. Было бы желание.
Инструменты и материалы
Чтобы начать изготовление плитки, подготовьте инструменты, список которых довольно короткий.
- Емкость для размешивания цементной смеси. Это может быть металлическое ведро, таз или корыто.
- Шуруповерт с насадкой или строительный миксер. Если нет ни того ни другого, можно перемешивать раствор вручную.
- Столярный молоток. Используется вместо вибростола или электрической вибромашинки.
- Кельма. Для разравнивания готового раствора.
- Форма для тротуарной плитки. Лучше выбирать небольшие емкости, это улучшит качество плитки, сделанной вручную.
Так как изготавливать плитку вы будете без профессионального оборудования, отнеситесь к подбору сырья очень ответственно.
- Цемент. Лучше взять цемент с качеством М500 или выше, бетон этой марки облегчит ручную работу.
- Песок. Перед работой его необходимо тщательно просеять.
- Вода. Желательно использовать чистую воду без примесей.
- Смазка для форм тротуарной плитки.
- Пластификатор для увеличения срока службы плитки.
- Пигментная добавка. Нужна в том случае, если вы планируете изменить цвет плитки.
Прежде чем покупать материал, необходимо обязательно провести измерение площади размещения тротуарной плитки
Также важно определить назначение искусственной дорожки – будет это пешеходная тропинка или же стоянка для автомобилей. От нагрузки на плитку будут зависеть состав и пропорции цементного раствора
Далее необходимо измерить толщину и площадь будущей плитки, по этим размерам можно определить количество необходимого расходного материала. Это поможет избежать лишних расходов и форс-мажорных ситуаций.
После этого определите общее количество плитки, для этого поделите весь метраж покрытия на площадь одного искусственного камня. После проведенных измерений пересчитайте общий расход сырья.
Невозможно правильно рассчитать состав раствора, опираясь на объем тары, ведь каждый материал отличается по весу – ведро цемента и ведро воды будут иметь разную массу. Чтобы не допустить ошибок, нужно взвесить количество цемента, вмещающегося в совок, затем этим же способом вычисляем пропорцию добавления песка в цемент. В будущем совок значительно облегчит и ускорит процесс замешивания раствора.
Также внимательно стоит отнестись к пропорции воды в составе раствора. При недостатке влаги прочность плитки будет очень низкой, а при переизбытке лишняя вода образует пустоты внутри раствора и повышает риск разрушения камня.
Как правильно собрать вибростол
Чтобы собрать сам стол потребуется 6 кусков трубы 10 на 8 см и длиной 60 см, а также один кусок 2 м в длину. Для плиты вибрации сверху требуется 4 части трубы 10 на 8 см и 44 см в длину, две части 2,2 м в длину. От листа нужно отрезать кусок толщиной 12 мм размером 60 на 40 см.
После подготовки деталей можно начинать сборку. Основа включает две опоры в форме Н. Их устанавливают набок, крепко приваривают перекладиной.
По нижней горизонтали ставятся винты 20 на 100 чтобы можно было регулировать уровень стола. К нижней горизонтали приваривается 6 кусков трубы 1 см высотой, диаметр соответствует размеру пружин. Отлично подойдут пружины от ЗИЛ, другой большегрузной машины. Отрезы от трубок по 3 штуки привариваются к опорам. Трубки являются подставками пружинам.
Верхняя плита стола – жесткая прямоугольная рама. Отрезки профильной трубы 2,2 м в длину по краям соединяются частями длиной 44 см на равном расстоянии.
По центру к раме крепится лист металла 12 мм, размер 60 на 40 см. к нему крепится вибродвигатель. К краям рамы приваривают отверстия под пружины. Они должны находиться симметрично, а вставленные пружины должны располагаться четко вертикально.
Вибрация будет идти по горизонтали, исключено закипание смеси. У заводских систем вибрация только вертикальная.
Вибратор включает в себя:
- обойму под подшипники;
- полый цилиндр.
С двух сторон стоят подшипники, а цилиндр приваривается к верхней пластине. В подшипники потом впрессовывается вал, а на него надевается шкив, сверху 2 эксцентрика, закрепленные со шкивом болтами. Из-за того, что болты находятся по кругу, можно поворачивать эксцентрики, устанавливая нужную силу вибрации. Вся конструкция закрепляется гайкой, которая накручивается на резьбу поверх вала.
С противоположной стороны пластины закрепляется электродвигатель, на вал напрессовывается шкив. Вращение от двигателя к устройству вибрации передается при помощи текстропорного ремня. Конструкция сверху накрывается ОСБ плитой.

Детали для сборки
Виды вибростола
Чтобы понимать, какую конструкцию нужно сделать, требуется знать существующие виды столов:
- по методу монтажа вибростолы бывают переносные и стационарные;
- в отношении направления – с вертикальной и горизонтальной вибрацией;
- в зависимости от специализации: формовочные и распалубочные. Первые формируют поделку, а распалубочные выбивают его из пресс-формы с помощью вибрации.
Такие столы одинаковые по виду. Отличие только одно – насадка, которая установлена на распалубочном столе имеет отверстия. Форма ставится именно на эту насадку, изделие извлекается посредством вибрации.
Выполнение вибростола для изготовления тротуарной плитки подходящая основа для выполнения изделий в небольших количествах. Подойдет стол с горизонтальной вибрацией.
Извлечение готовых изделий не является проблемой, так как используемые формы в домашних условиях в основном гибкие. Варианты изготовления тротуарной плитки зависят именно от вида вибростола.
Вибростол за час
Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине. Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси. Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Основное преимущество данного метода – простота производства и возможность выполнять даже большие объемы сравнительно недорого и быстро, при минимальных трудозатратах. В технологическом процессе используются лишь вибропрессы для производства тротуарной плитки, никакого сложного оборудования больше не требуется.
https://youtube.com/watch?v=ri8ot9s64DI
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из . Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.
Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Изготовление вибростола
Чтобы устройство работало долго и эффективно, при сборке конструкции следует придерживаться следующих рекомендаций:
- До начала процесса все металлические элементы следует покрыть антикоррозийным материалом, что предотвратит появление ржавчины.
- Для соединения элементов используется только шов (никакой точечной сварки).
- При создании разборной конструкции (на болтах) требуется регулярная подтяжка соединений в процессе эксплуатации.
- Вибродвигатель ни при каких обстоятельствах не должен иметь соприкосновения с землей или полом. Для избежания этого устройство необходимо предварительно протестировать и при необходимости внести изменения в конструкцию.
- Рабочая поверхность вибростола должна быть ровной и не иметь перекосов, что позволит обеспечить равномерное распределение фракций по всему изделию. Для этого ножки агрегата крепятся к земле или полу анкерами или бетонированием.
- Двигатель рекомендуется располагать в центре масс металлоконструкции.
Станина
Оптимальной высотой неподвижной опоры считается 0,8-0,85 м, что вместе с амортизаторами и виброплатформой делает этот параметр равным 0,9-1 м. Для людей ростом от 155 до 190 см это достаточно комфортные условия для работы.

Распространенной практикой является сборка станины в следующей последовательности:
- свариваются 2 рамы, выбранного размера;
- к ним привариваются 4 ножки;
- для обеспечения дополнительной прочности могут быть приварены диагонали;
- к стойкам приваривается пластина для размещения на ней розетки и кнопочного выключателя.
Платформа стола
Столешница изготавливается из единого листа металла толщиной не менее 5 мм. Если лист тоньше, его требуется усилить снизу опорной рамой или платформой из дерева, фанеры или ДСП. Распространенные размеры 60х60 см, но они определяются индивидуально, исходя из потребностей производства и мощности двигателя.
По периметру приваривается уголок 25х25 мм (32х32) с целью создания ограждающего бортика, чтобы формы во время работы не падали с поверхности. Для удаления излишков бетона следует предусмотреть в бортиках пазы.
Установка двигателя
Для установки вибродвигателя с нижней стороны плиты привариваются 2 швеллера с отверстиями под крепления лап. Для создания горизонтальных колебаний они привариваются вертикально, а вертикальных — горизонтально. Важным моментом является недопущение попадания на мотор влаги с поверхности формовочной площадки. Это может привести к короткому замыканию, пожару и выходу из строя всего агрегата.
Самодельный привод
Самой простейшей самодельной конструкцией, которую можно выполнить меньше чем за час, является лист фанеры с прикрепленным к нему снизу разбалансированным двигателем, установленный на 2 соединенные саморезами автомобильные покрышки от грузовика. Плотная резина, из которой они изготовлены, выполняет роль станины и амортизатора. Производительность такого устройства будет невелика, потребуется постоянно следить, чтобы формы с раствором не падали с поверхности, но с задачей уплотнения бетона и избавления его от воздушных пузырьков оно справится.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.
Преимущества плиточного покрытия
- простое и несложное производство дорожного покрытия;
- недорогие компоненты для изготовления плитки;
- удобный мало затратный монтаж;
- широкий рабочий температурный диапазон применения;
- не подвержено бактериологическому разрушению от гнили, плесени и грибка;
- устойчиво к солнечной радиации;
- имеет отличную устойчивость от воздействия атмосферных осадков;
- отвечает экологическим нормам, — не испаряется, не выделяет вредных веществ, легко утилизируется;
- не препятствует газо- и влагообмену между грунтом и атмосферой;
- обладает высокими эстетическими свойствами, — за счёт разнообразных форм и широкой цветовой палитры изделий.
Способы изготовления бетонной плитки
Основным отличием производства тротуарной плитки является доступность и простота ее изготовления. Сегодня широко используются две основные технологии:
- вибропрессование, основанное на утрамбовывании бетона с низким содержанием воды на специальном оборудовании;
- вибролитье, требующее добавление в состав смеси пластификаторов.
В первом случае производится наполнение плиточных форм полусухим бетонным раствором с последующим его уплотнением с помощью стационарных вибрационных прессов. Процесс вибропрессования тротуарных плиток из бетона максимально автоматизирован, что сказывается на его высокой производительности.
В матрицу, расположенную на станине, закладывают готовый состав бетонной смеси. Находясь в рабочем режиме, пуансон начинает давить на бетон при одновременном вибрировании пресса до того момента, пока масса не приобретет требуемую плотность. После этого пуансон вместе с матрицей поднимается, а сформованные изделия остаются на станине.

Технология вибролитья предусматривает уплотнение смеси на постоянно функционирующем вибростоле. Раствор, в этом случае, помещают в резиновые или пластиковые формы различной конфигурации, тщательно отслеживая правильность их наполнения. Излишки бетонной смеси срезают, а после вибрационной обработки изделий формы переносят в теплое место для сушки на двое суток, после чего готовые плитки извлекают.
Данный способ используют домашние мастера при самостоятельном изготовлении тротуарных плиток из бетона, качество которых во многом зависит от того, какие пропорции воды по отношению к бетону использовались при замешивании растворной массы, и была ли соблюдена технология при выполнении работ.
Оба метода изготовления бетонных плиток позволяют получать изделия с низкой пористостью и высоким показателем плотности.
В случае изготовления цветных плиток применяется двухслойная заливка бетонной смеси. В качестве нижнего слоя используют цветной состав, после утрамбовки которого, сверху заливают основную бетонную смесь на полную глубину формы.
Сравнение тротуарных плиток, выполненных по разным технологиям
Изделия, созданные способом вибролитья, эстетичны, имеют гладкую и скользкую поверхность. На городских улицах такие плитки укладывать не рекомендуется, так как зимой под тонким слоем льда они могут «посодействовать» получению травм при падении. К тому же, совместное воздействие влаги и мороза способно разрушить литую тротуарную плитку из бетона.
Но для частных территорий, где за очисткой пешеходных дорожек неукоснительно следят, а иногда для них прокладывают даже системы обогрева, укладка самостоятельно изготовленных плиток вполне допустимо. Главное, не давать образовываться на их поверхности наледи.
Увеличить морозостойкость изделий, выполненных методом вибролитья, можно при помощи пластификаторов и модификаторов. Но они достаточно дорогостоящи и увеличивают себестоимость готовых бетонных плиток.

Метод вибропрессования обеспечивает шероховатую поверхность изделий и достаточную морозоустойчивость, поэтому их широко используют при мощении пешеходных дорожек. Технология изготовления предусматривает в растворе низкий показатель пропорции воды по отношению к цементу, поэтому готовые изделия отличаются:
- малым коэффициентом водопоглощения;
- высокой прочностью;
- четкими геометрическими формами;
- стойкостью к истиранию;
- возможностью дополнительной шлифовки и нанесения антискользящих полосок;
- способностью сохранять изначальный цвет;
- минимальным привлечением ручного труда;
- большой производительностью.
В то же время, достоинства есть и у тротуарной плитки из бетона, производимой методом вибролитья. Это:
- возможность изготовления изделий в условиях частного домовладения;
- использование доступного оборудования и материалов;
- презентабельный вид;
- вероятность выпуска большого ассортимента плиток в небольших количествах за короткий период времени.
Технология вибролитья
Технология вибролитья подразумевает заливание пресс-форм бетонным раствором, который представляет собой высокое водоцементное соотношение.
 Технологический процесс вибролитья
Технологический процесс вибролитья
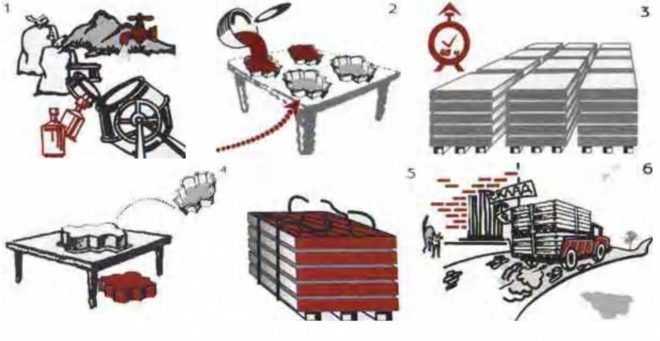
Процесс вибролитья тротуарной плитки образуется следующими операциями:
- Замес бетонного раствора – эта операция подразумевает перемешивание всех компонентов: цемента, песка, щебня, пластификатора и красителя. С помощью красителя специалисты добиваются подходящего цвета. Пластификатор повышает подвижность раствора без добавления воды. Обычно применяется 2 состава бетона. Один из них нужен для фактурного слоя. Что касается красителя, то он добавляется только в туда.
- Формирование в вибростоле – бетонная смесь заливается в пресс-формы, установленные на виброуплотнителе. После чего включается электрический мотор, стол начинает подавать вибрации. Смесь уплотняется, образуя пустоту и избыток. Задача мастера по регулировке всей работы, чтобы в дальнейшем плитка была одинаковая.
- Процесс вызревания – залитые пресс-формы обязаны стоять на ровном столе несколько дней без движения. Сокращать сроки не рекомендуется, в противном случае прочность изделия будет низкая, плитка начнет крошиться. Поэтому необходимо приготовить несколько комплектов форм, чтобы свободные участки технологической линии не оставались без работы.
- Распалубка и выбивание из пресс-формы готовое изделие. Для интенсивной работы формы необходимо поместить в горячую воду на несколько минут. После чего их переносят на отдельный стол, который предназначен для распалубки. Принцип его работы аналогичен вибростолу. С помощью вибрации плитка постепенно отходит от формы.
- Отмывание форм от раствора. Для этого необходимо сделать слабый раствор соляной кислоты. После чего поместить туда формы. С помощью этой процедуры пресс-формы специалисты могут использовать для следующей заливки.
 После использование обязательно помойте пресс-формы это продлит их срок службы
После использование обязательно помойте пресс-формы это продлит их срок службы
Плитка, которая была изготовлена методикой вибролитья, по итогу становится гладкой. Ее применение не предусмотрено для температуры ниже нуля. Но ее преимущество заключается в том, что оформленные ею дорожки и тротуары довольно оригинальны.
У такой методики также имеются свои достоинства:
- готовая плитка имеет разные формы;
- тротуарную плитку специалисты могут сделать разного цвета;
- мастера также могут сделать материал с роскошной глянцевой поверхностью.
https://youtube.com/watch?v=SNoslvRP8bU
Производство тротуарной плитки
Как сделать вибростол своими руками с горизонтальной вибрацией
Размеры вибростола для плитки
размеры столешницы целесообразно сделать 600х600 или
удлинить одну или обе стороны. Делать их уже – нецелесообразно, т.к. при
вибрировании формы имеют свойство перемещаться и их нужно постоянно «ловить»
или же устанавливать меньше и располагать строго по центру. Слишком узкий стол
снижает производительность вибростола и является довольно неустойчивой
конструкцией.
Примечание. На размеры вибростола влияет и запланированный
объем производства, чем он больше, тем больше должны быть размеры столешницы. В
свою очередь, увеличение габаритов столешницы выдвигает повышенные требования к
материалу ее изготовления, к устойчивости станины и мощности двигателя.
высота вибростола. Рассчитывается исходя из физиологических
параметров человека, который будет работать за столом. При среднем росте
удобной высотой является 900-1000 мм.
Примечание. Определяясь с высотой стола, учтите способ его
установки. Если ноги стола будут укапываться и цементироваться их нужно сделать
длиннее. Если конструкция будет мобильной – такой высоты достаточно.
Инструмент:
- сварочный аппарат;
- дрель;
- болгарка.
Материалы для изготовления стола:
материал для столешницы. В качестве такового можно
использовать фанеру или металл. Фанерная столешница (14 мм) за счет малого веса
позволяет передать большую вибрацию от вибродвигателя, к тому же значительно
снижается уровень шума при работе. Но большинство пользователей отдает
предпочтение металлу, стальному листу толщиной в 5-10 мм, в виду большего
ресурса его использования.
Столешница для вибростола из ДСПСтолешница для вибростола из листовой стали
Примечание. Более тонкий лист следует усилить металлической
трубой или уголком, приварив их по периметру и по центру.
металлический уголок 50х50 мм (136 руб/м.п.). Для окантовки
столешницы. Такой бортик не позволит формовочным емкостям сместиться с
поверхности во время вибрации;
Бортик вибростола из уголкаОграничитель края вибростола из уголка
швеллер для крепления мотора (от 211 руб/м.п.).
Приваривается в центре под столешницей. В нем просверлены отверстия под болты
для крепления мотора;
Швеллер для крепления вибромотораКрепление для вибромотора
металлические трубы для ног опоры – 40х40 при толщине в 2 мм (107 руб/м.п.);
трубы для формирования верхних перекладин – 40х20 при
толщине в 2 мм. (84 руб/м.п.) и нижних перекладин – 20х20 при толщине в 2 мм.
(53 руб/м.п.). Если используется одинаковый размер заготовок, нужно брать более
массивные, т.к. они должны выдерживать вес столешницы и размещенных на ней
форм;
Конструкция рамы вибростола для плиткиРама с опорами для вибростола
металлические пластины для формирования подошвы ног опоры.
Подойдет лист металла толщиной в 2 мм с размерами не менее 50х50;
Устройство каркаса вибростола
пластина для установки электрооборудования;
пружины. Их назначение обеспечить вибрацию. Пружины можно
приобрести на авторазборке. По отзывам пользователей отлично подходят пружины с
мопедов. Устанавливаются пружины по углам стола. При значительной площади
рабочей поверхности устанавливается дополнительная пружина по центру. При этом
изменяется конфигурация опоры и место установки двигателя;
Пружины для вибростолаПружины для вибропресса
К сведению. Стоимость пружины диаметром 53 мм, высотой 113
мм. для скутера составляет 500 руб.
болты для установки на них пружин. Или заготовки трубы,
длиной 50-70 мм и диаметром, превышающим диаметр пружин на 5-10 мм, которые
будут выполнять функцию стакана для пружины;
Стаканы для пружин вибростолаМесто крепления стаканов для пружин вибростола
Примечание. При диаметре стакана существенно превышающем
диаметр пружины будет происходить неравномерная вибрация и износ пружин. А
столешница будет раскачиваться, а не вибрировать.
болты и шайбы (4 шт). Предназначены для крепления двигателя;
электрический кабель достаточного сечения, розетка,
выключатель, автоматический выключатель;
электромотор (вибратор или вибродвигатель для вибростола).
Крепление электромотора для вибростолаЭлектрический двигатель для вибростола
Как сделать вибрационную прессовальную установку
Самый простой вариант – изготовление вибростола. Чтобы сконструировать такое оборудование, понадобится:
- сварочный аппарат;
- болгарка;
- дрель;
- крепежные болты.
Предварительно тщательно прорабатывают чертежи, чтобы рассчитать оптимальное положение двигателя под столешницей. Затем сваривается каркас из уголков 50х50 мм и закрепляется на ножках с пластинами в нижнем торце. Они пригодятся, чтобы фиксировать установку на одном месте. Далее по углам и посередине закрепляют прочные металлические пружины. На них устанавливают ровную столешницу с бортиками. Снизу привинчивается двигатель, например, от стиральной машины.
Схема самодельного вибростола
Для обустройства пресса на вибрационном столе закрепляют дополнительную панель в виде плоской крышки, на неё оказывается большое давление. Используются отдельные элементы, которые по размерам чуть меньше форм и входят в них, чтобы прессовать раствор.
Если опираться на производственный образец станка, то понадобится листовой металл и профиль. Из последних сваривается каркас. Емкость с раствором должна иметь вид трапеции, сужающейся книзу. Дно откидное и обеспечивает подачу смеси в матрицы, представляющие собой опалубку из металла и деревянных планок. Сверху делают придвижной пресс из пластин, входящих в форму прижимного механизма. Для обеспечения высвобождения воздуха добавляют вибрацию. Такой вариант применим в производстве обычной прямоугольной плитки.
Полноценную установку самостоятельно собрать непросто, но возможно
Что нужно для изготовления?
Изготовление вибропрессованной тротуарной плитки потребует следующие материалы:
- вода;
- пригодный краситель;
- подходящий цемент;
- песок.

Материалы для изготовления тротуарной плитки
Чтобы ее изготовить понадобиться вибростол, который под силу соорудить своими руками.
Если рассматривать эффективность кустарного приспособления, то оно зависит от методики, а не от размеров виброплатформы. Точнее, от водоцементного соотношения раствора:
- обыкновенный бетон не получится вытащить из пресс-формы заранее. Это необходимо сделать спустя 24 часа;
- после виброуплотнения формы складируют штабелями, которые имеют высоту в 15 рядов.
Если использовать сухой бетон с низким соотношением, то время расформировки снизить получится только наполовину.




