
Изготовление формовых изделий для декоративного камня
Формы для искусственного камня, так же, как и для плитки можно сделать своими руками или купить готовые в комплекте с материалами для изготовления изделий.
Самыми удобным в использовании считаются резиновые, силиконовые и полиуретановые формы, из которых камень проще и быстрее всего извлекать после застывания массы.
Учитывая, что стоимость готовых форм высокая, имеет смысл рассмотреть возможность их изготовления в домашних условиях.

Оптимальный вариант – изготовление формы из полиуретана. Упаковка материала массой в 7 кг обойдется не более трех тысяч рублей, тогда как из нее получится изготовить сразу несколько форм нужных вам размеров. Если же вы решили использовать силикон, то лучше всего подбирать материал на уксусной основе европейского производства.
Чтобы готовые изделия проще было извлекать из формы полезно использовать разделитель для матрицы, который просто сделать из живичного скипидара, пчелиного воска и парафина. Для приготовления массы воск с парафином растапливают на водяной бане, добавляя в конце скипидар. Смесью смазывают бортики формы и поверхность камня.
Инструкция по изготовлению формы из полиуретана или силикона выглядит следующим образом:
- Выберете несколько камней, подходящих по вашему мнению на роль образцов.
- Выложите их на листе ДСП или ДВП лицевой стороной вниз на расстоянии нескольких сантиметров друг от друга.
- Гладкую сторону камней обработайте силиконом и крепко вдавите в поверхность.
- Контуры камней обработайте герметиком чтобы под них не попал воздух. Для заливки подойдет силикон для аквариумов, который поможет избежать протечек.
- Просушите герметик на протяжении нескольких часов.
- Подготовьте опалубку на расстоянии нескольких сантиметров от камня.
- Края и уголки опалубки загерметизируйте силиконом, чтобы исключить вытекание полиуретана.
- Дайте возможность массе просохнуть (не менее 12 часов).
- Смажьте опалубку и образцы восковой смесью приготовленной ранее и дайте просохнуть в течение двух часов.
- Подготовьте полиуретановую смесь.
- Заполните матрицу силиконом или полиуретаном. Полиуретан выливайте тонкой струей, силикон с помощью кисти, смоченной в мыльной массе.
- Разберите опалубку через сутки и выньте модели камней из формы.
- Просушите готовые изделия в течение двух недель.
https://youtube.com/watch?v=-SS8d0ZibLw
Как сушить камень?
Если на улице лето и у вас свой дом, то плитки можно разложить на улице или в теплице (идеальный вариант), как на фото.
Так лучше всего укладывать камень при сушке
Так камень будет хорошо проветриваться и быстро просохнет.
Если у вас нет таких условий, то нужно делать сушилку. Но опять же, если делаете камень для себя, то сушить его можно любыми доступными способами, т.к. процесс создания сушилки финансово затратный. Если планируете производство, то без хорошей сушилки вам не обойтись.
Сделать сушилку можно из металлических профилей и целлофана, как это было сделано у нас. По бокам стояли 2 обогревателя по 2 киловата. Минус такой сушилки в том, что камень плохо проветривался и плохо сох. Вскоре мы ее переделали, но это уже другая история.

Наша старая сушилка
Технологии, производство
На производствах акрилового композита смолы смешиваются с добавками, полученная масса выливается в формы. Толщина слэба акрила 12 мм. Толщина готового изделия зависит от места установки: столешницы на кухню изготавливаются толщиной от 20 мм. Это достигается методом подклейки листа акрила на МДФ панель. По торцу пускается полоса камня. Стык незаметен невооруженным взглядом. Размеры 3650х760 мм. Размеры могут меняться в зависимости от бренда. Толщина акрила 12 мм. Продается погонными метрами ( в одном пог.метре акрила 920х760 мм).
Для обработки акрилового камня может использоваться оборудование, которое имеется во многих деревообрабатывающих цехах — фрезерные и шлифовальные станки, циркулярные пилы. При этом электроинструмент должен быть пригоден для работы в напряженном режиме, а зубья фрезы и режущие диски — сделаны из твердосплавных материалов. Также существуют специализированные приспособления для изготовления столешниц из акрилового камня.
Перед началом работ следует проверить, чтобы листы материала не различались по цвету. Желательно использовать листы одной серии. Необходимо внимательно изучить чертеж и составить план нарезки, учитывая допуски по 3 мм на окончательную подгонку изделия. Раскрой нужно выполнять так, чтобы швы располагались перпендикулярно или параллельно кромке листа. Места стыков усиливают, приклеивая снизу полосы материала шириной 5-10 см.
Перед склейкой листов следует проверить, как выглядит стык с внешней стороны. Для склейки два листа устанавливают на расстоянии нескольких миллиметров друг от друга, шов заполняют клеем, листы пригоняют друг к другу и закрепляют зажимами, не слишком сильно затягивая. Чтобы шов был прочнее, снизу по всей длине шва приклеивают полоску из того же материала шириной 5-10 см. Для склеивания применяется специальный клей, подобранный для данного цвета камня по таблице соответствия.
Следующий этап — выполнение кромки. На столешнице делают паз, в него насаживают и приклеивают кромку. Использую фрезы разной формы, получают красивую декоративную кромку с разнообразными профилями.
Из влагостойких древесных плит или влагостойкой древесной фанеры изготавливают основание для столешницы. Его приклеивают к акриловой поверхности клеевым составом, который остается эластичным после затвердевания.
Акриловый камень допускает горячее формование, благодаря чему из него можно изготавливать столешницы изогнутой формы и с закругленными углами. Раскроенный кусок камня нагревают до 150-175 °C. Когда он становится гибким, придают ему нужную форму и фиксируют ее до остывания. Время нагрева камня определяют с помощью специальных таблиц.
Обработка искусственного камня завершается шлифованием и полировкой. До начала работы поверхность тщательно протирают тканью, смоченной в мыльной воде. Шлифование выполняют, последовательно переходя от более грубого к гладкому.

Где взять форму для искусственного камня
По большому счету, это самый простой на данный момент вопрос. Почему? Да только по той причине, что такие изделия продаются в любом строительном супермаркете. Единственная проблема – не у всех под боком есть такой супермаркет или не всегда до него можно быстро добраться. Но, в данном случае, проблема также не решается, ведь для получения материалов производства формы, в случае, если вы захотите сделать ее самостоятельно, вам также придется искать подобный супермаркет.
То есть, вопрос только в одном – купить форму или сделать ее своими руками. Сразу скажем, что самостоятельное производство никак не дешевле, ну, может на копейки, и то, только в том случае, если будете делать сразу несколько изделий. Тогда зачем же, как говорится, заморачиваться? Это вопрос чести дачника, который готов к полной самостоятельности, ну, или просто решил сделать в будущем камни именно той формы, которая ему наиболее интересна (ведь в супермаркете все изделия стандартные).

Вибростенд
Вибростенд – сердечко всего процесса производства декоративного камня и залог свойства конечной продукции. Его конструкция, обеспечивающая отвердевание при соответствующей гомогенности (однородности) консистенции, показана на рисунке.
Таковой щит нетрудно сделать самому. Главный принцип – колебания платформы щита должны происходить в большей степени в горизонтальной плоскости. При условии виброобработки может быть самостоятельное изготовка искусственного камня, сопоставимого по качеству с фабричным.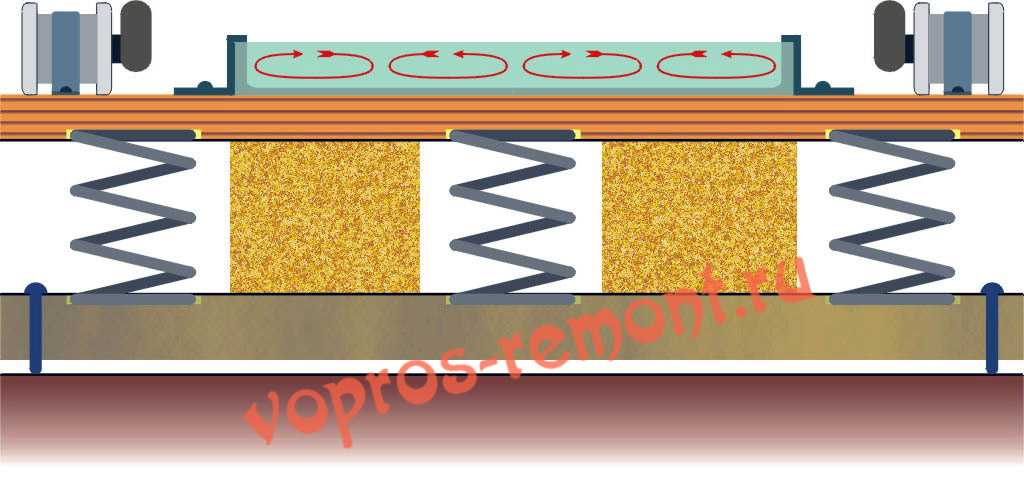
В качестве вибраторов употребляются любые маломощные электромоторы; общая их мощность – 30-50 Вт на 1 кв. м площади платформы щита. Лучше ставить хотя бы два моторчика по углам платформы, а лучше – 4. Если употребляется один, то его лучше поместить в центре платформы, а поддоны с формами ставить по краям. Запитываются моторы через реостат либо тиристорный регулятор; это необходимо для регулировки силы вибрации, см. ниже.
На валы моторов надеты эксцентрики. Точеные делать не непременно, полностью подходят U-образно изогнутые кусочки прута либо полосы, стянутые винтами. Скорость вращения моторов – 600-3000 об/мин. Наименьшая скорость вызовет расслоение консистенции, а большая не даст вибрацию подходящей силы. Вибраторы туго, безо всяких прокладок, притягиваются к платформе железными лентами и винтами либо шурупами.
Платформа делается из плотного слоистого материала шириной 8-20 мм: неплохой фанеры, стеклотекстолита, гетинакса. Ее слоистость принципиальна: механические колебания в платформе должны более-менее свободно распространяться в горизонтальном направлении и стремительно затухать по вертикали. Поддон с формами закрепляется на платформе скобками на винтах либо шурупах.
Пружины должны быть схожими и довольно жесткими: под весом платформы в полном грузу они должны сжиматься менее чем на 1/5 собственной длины. Не считая того, пружины должны быть широкими, чтоб приметно не изгибались в вертикальной плоскости под весом вполне нагруженной платформы.
Механическая черта пружин – линейная, т.е. они должны быть цилиндрическими из проволоки равномерного сечения. Любые прогрессивные пружины, а именно мебельные, неприменимы. Шаг установки пружин – 300-600 мм по длине и ширине платформы, т.е. на платформу 1х1 м пригодится 9 пружин. В платформе и шасси (основании) щита под концы пружин должны быть выбраны лунки либо кольцевые канавки, по другому платформа соскользнет.
Поролоновые блоки меж пружинами служат гасителями паразитных обертонов; если они будут соприкасаться с пружинами, ничего ужасного. Под весом пустой платформы с вибраторами блоки-гасители должны быть сжаты приблизительно на третья часть.
Шасси щита лучше делать древесное, ради поглощения тех же обертонов; железное может подзванивать. На опору (стол) его устанавливают на регулировочных винтах – горизонтальность платформы должна быть выдержана точно.
Регулировка щита
Для регулировки щит с выключенными вибраторами стопроцентно нагружают: ставят на него поддон с заполненными формами и закрепляют его. Чтоб не расходовать напрасно рабочую смесь, в формы для веса кладут модели, по которым они делались.
Потом пузырьковым уровнем выверяют и выставляют регулировочными винтами шасси горизонтальность платформы. После чего прямо на формы ставят обыденное фаянсовое блюдечко с шариком от подшипника поперечником 5-6 мм, выводят регулятор вибраторов на минимум и включают их.
Плавненько добавляя мощность, достигают, чтоб шарик начал подскакивать на блюдечке, а потом осторожно ее сбавляют, пока он не начнет снова просто бегать по блюдечку и периодически подзванивать. На этом регулировка щита завершается
Виды декоративного искусственного камня
По исходным материалам и способам изготовления искусственный камень разделяется на следующие виды:
- Керамический – в процессе изготовления проходит обжиг в определенном температурном режиме. Производство требует больших площадей, обученного персонала и значительного расхода энергии.
- Гипсовый формовой (литой) – производство возможно в домашних условиях при минимальных затратах, но пригоден только для внутренней отделки, т.к. не морозостоек. Минимальная температура в производственном помещении +18 градусов Цельсия.
- Бетонный (цементно-песчаный) формовой, слева на рис. – по себестоимости несколько дороже гипсового, т.к. ресурс формы для бетона меньше, но тоже пригоден для производства дома или в небольшом подсобном помещении. Морозостоек, производство возможно при +12 Цельсия и выше.
- Бетонный армированный свободной формовки (монументальный) – изготавливается штучно, чаще всего на месте использования. Методом свободной формовки делают искусственные валуны, булыжники, плиты естественного вида.
- Полиэфирный с минеральным наполнителем горячего отверждения (в центре на рис.) – по декоративным и механическим качествам может превосходить естественные аналоги, но затвердевание компаунда проходит при повышенной температуре в вакууме, поэтому для домашнего или мелкотоварного производства непригоден.
- Литой акриловый холодного отверждения – пригоден для домашнего изготовления в тех же условиях, что и гипсовый. Если затвердевание проводится на вибростенде (см. далее), по совокупности качеств приближается к камню горячего отверждения. Термопластичен при 175-210 градусах, допускает дополнительную формовку после отливки без потери качества готового изделия.
- Жидкий искусственный камень приготовляется на гелевом акриловом связующем – гелькоуте (gel coat, гелевое покрытие). По механическим свойствам несколько уступает литому, т.к. в гель можно вводить меньшую долю минерального наполнителя, но в домашних условиях на гелькоуте можно формировать пространственные изделия сложной конфигурации.

Об акриловом камне
Главные достоинства акрилового камня – полное отсутствие пор и химическая стойкость. В быту это обеспечивает отменную санитарию и гигиеной: влагопоглощение акрилового камня составляет около 0,02% по весу; для сравнения у гранита – 0,33% а у мрамора – 0,55%. Акриловый камень можно мыть любыми бытовыми моющими средствами.
Второе, уже декоративное достоинство – сочетание вязкости с прочностью, характерное более для пластиков, чем для минеральных материалов, что позволяет делать каменные обои. Плиты акрилового камня промышленного изготовления имеют толщину в 6, 9 и 12 мм, но это обусловлено его последующей транспортировкой. Для использования на месте акриловый камень можно делать листами в 3-4 мм толщиной. Разумеется, такие листы требуют очень бережного обращения, но при наличии подходящей формы могут быть изготовлены во всю высоту стены.
И, наконец, декоративный искусственный камень на акриловом связующем обладает невысокой теплопроводностью в сочетании с большой теплоемкостью. Это дает при прикосновении ощущение живого тепла, вплоть до того, что в непрогретую пустую ванну из жидкого камня можно садиться раздетым, не испытывая дискомфорта.
О кварцевом искусственном камне
Среди жидкого камня горячего отверждения выделяется кварцевый искусственный камень (справа на рис. с образцами камней) – молотый жильный кварц (наполнитель) со связующим из полиэфирной смолы ПМММ (полиметилметакрилат). Его термопрочность ограничена 140 градусов, но по механическим свойствам и стойкости он превосходит лучшие из природных камней. Дадим некоторые данные для сравнения; в скобках через дробь указаны значения для гранита рапакиви и мрамора:
- Ударостойкость DIN, см – 135 (63/29).
- Прочность на изгиб, кг/кв.см – 515 (134/60).
- Прочность на сжатие, кг/кв.см – 2200 (1930/2161).
- То же, после 25 циклов «термокачелей» от –50 до +50 Цельсия – 2082 (1912/2082).
Самостоятельное изготовление формы
Для начала подготовить гладкие, ровные, влагоустойчивые пластины, которые будут хорошо отсоединяться от силикона. В строительном магазине приобрести материал для формы по своему усмотрению. Это может быть однокомпонентный силикон (выпускается в пластиковых ведрах или тубах). Либо двухкомпонентный полиуретановый компаунд, изделия из которого отличаются высокими физическими свойствами и износостойкостью. В качестве образца фактуры возможно применить натуральный камень, несколько готовых плиток из магазина или же вырезать желаемую форму из деревянной заготовки.
Последовательность изготовления силиконовой формы:
Из пластин вырезать и собрать шаблон рассчитанного размера (удобнее и практичнее делать комплексную матрицу), стыки тщательно обработать герметиком, на дно и внутренние боковые стенки нанести жирную смазку (солидол);
На дно опалубки уложить заготовленные рельефные образцы на расстоянии 10−20 мм друг от друга, которые также обрабатываются смазкой для того, чтобы силикон легко отслоился после затвердевания
Между крайними заготовками и боковыми стенками формы также оставить зазор 10−20мм;
Приготовить мыльный раствор, необходимый для смачивания шпателя и кисти, которыми заполняют и распределяют силикон внутри формы;
Важно отследить, чтобы силикон плотным однородным слоем заполнил матрицу с образцами, во избежание образования воздушных пузырьков;
Залив опалубку до необходимого уровня, следует разровнять силиконовую поверхность шпателем, смоченным в мыльном растворе;
Заготовку с силиконом оставляют на строго горизонтальной поверхности (проверить уровнем) до завершения процесса полимеризации, который может занять несколько дней или даже недель.. По истечении заданного срока застывшая силиконовая форма снимается и тщательно промывается от остатков смазки
По истечении заданного срока застывшая силиконовая форма снимается и тщательно промывается от остатков смазки.
https://youtube.com/watch?v=mem2UfWKlb4
Формы для литья бетона
Форма для бетона (или матрица)– это открытая сверху емкость, соответствующая по своим размерам и конфигурации отливаемому изделию. В нее заливается цементный раствор с добавлением (по необходимости) полимерных пластификаторов, красителей и других добавок, например, щебня мелких фракций или керамзита. Если нужно, то поверхность бетона уплотняется правилом или виброуплотнителем. После затвердевания изделия оно извлекается из матрицы или же матрица снимается с изделия
https://youtube.com/watch?v=_S9nnePeySA
Изготовляют их из самых разнообразных материалов, иногда просто из подручных

Пластиковые формы для литья в домашних условиях
В домашних условиях для литья бетона часто применяются пластиковые формы. Популярны также силиконовые формы, их чаще используют для отливки элементов ландшафтного дизайна.
Инструменты для изготовления формы
Инструменты для изготовления матрицы зависят от ее вида.
Для производства форм из дерева или из ОСБ, вам понадобится набор плотницкого инструмента:
- рулетка;
- пила;
- топор;
- уголок;
- уровень;
- шуруповерт;
- стальные уголки или ленточные стяжки.

Набор плотницкого инструмента
Для изготовления из металла потребуется набор слесарного инструмента
- Верстак с тисками.
- Ножницы по металлу.
- Болгарка.
- Киянка и длинный уголок 50×50 для сгибов.

Верстак с тисками и иные слесарные инструменты
Для силиконовой или полиуретановой матрицы потребуются
- заливочный стол;
- устойчивый и выровненный по строительному уровню в двух плоскостях заливочный стол;

Заливочный стол
- плоские заливочные емкости;
- емкости для смешивания состава с пластификатором и заливки;
- дрель-мешалка или ручная мешалка;
- скальпель и нож для доводки деталей.
Основные виды форм
По виду формы для литья бетона разделяются на:
- Жесткие.
- Гибкие.
Жесткие матрицы делают из дерева, металла, ДСП, листового пластика.

Жесткая форма для литья бетона из дерева
В них отливают тротуарную плитку,
Гибкие формы чаще всего отливают из пластика или силикона. Их применяют для отливки искусственного камня.
Преимущество силикона заключается в его прочности и износостойкости. Силиконовые матрицы стоят дорого, но служат долго. К тому же литье к ним не прилипает даже безо всякой смазки.
https://youtube.com/watch?v=rsGvtmCdXoQ
ПО назначению матрицы различаются на:
- Для литья плитки.
- Для литья декоративных камней.
- Для литья фигурных изделий.
Формы также делятся на разборные и неразборные. Неразборные используют для отливки единственного изделия и разрушают, чтобы его извлечь.

Разборная форма для литья из бетона вазона
Разборные матрицы для литья пригодны к повторному использованию, В зависимости от прочности и износостойкости материала отливают от нескольких экземпляров до нескольких сотен изделий.
Изготовление форм в домашних условиях
Если вы решили сделать искусственный камень своими руками, матрицу для литья можно вырезать из пенопласта. Не забудьте укрепить ее, например, обмотав ее в несколько слоев скотчем.
https://youtube.com/watch?v=-ZaCi3VqVFQ
Форму также можно самостоятельно отлить из полиуретана или силикона. Для этого придется приобрести готовые смеси и пластификаторы, самостоятельно в домашних условиях их не приготовить.
Первый шаг при создании матрицы — изготовление модели. Модель точно повторяет размеры и форму готового изделия. В качестве модели можно использовать уже отлитый образец, можно также вырезать модель из дерева, вылепить из гипса или воска.
https://youtube.com/watch?v=UvOzKDznsdc
Заливочные емкости должны быть размером с модель (или группы моделей, если форма планируется многоместная) плюс толщина матрицы. В заливочной емкости размещают модель (или модели) лицевой стороной вверх, следя за тем, чтобы расстояние до стенок от модели было постоянным. После этого в отдельной емкости (лучше всего подойдет ведро с небольшим носиком) нужно всыпать смесь в пластификатор и тщательно перемешать. Заливать модели нужно не торопясь, равномерной тонкой струйкой, обеспечивая полное смачивание моделей и стенок заливочных емкостей и избегая образования воздушных пузырей.
После полимеризации смеси остается извлечь модели — матрицы готовы к литью бетона.
2 Выбор материала для матрицы – виды и свойства
Для изготовления матриц используют три вида материалов: силикон, пластик и полиуретан. Каждый из них применяется в зависимости от сырья, которое будет в них заливаться. Силикон готовится путем смешивания в строгой пропорции двух компонентов: кислотного отвердителя и жидкого раствора, основу которого составляет диоксид кремния. Силиконовые формы прочные, но при этом мягкие и эластичные. Технология изготовления предполагает удаление воздушных пузырьков с помощью вакуумной машины.
Пластиковые матрицы жесткие, нечувствительны к химическим веществам. Они изготавливаются в заводских условиях из полиуретана путем горячего литья и прессовки с помощью специального оборудования. Их используют для изготовления тротуарной плитки методом виброусадки. Пластиковые формы невозможно изготовить самостоятельно, так как требуется специальное оборудование.
Полиуретан устойчив к химическим веществам, качественно переносит текстуру на матрицу, он тверже силикона, более вынослив, имеет высокую формоустойчивость. Основу материала составляет полиол – модифицированный полимер, содержащий присадки и добавки, которые влияют на свойства изделия в твердом состоянии. Вторым компонентом, который входит в состав полиуретана, является отвердитель – МДИ. Для удаления пузырьков воздуха не нужно вакуума, они удаляются путем прогревания строительным феном.
Если вы изготавливаете матрицы своими руками, лучше использовать полиуретан по следующим причинам:
- 1. Простота изготовления.
- 2. Универсальность: возможность использования для получения изделий из цементного раствора и гипса.
- 3. Низкая стоимость.
- 4. Высокая текучесть.
- 5. Не требуется вакуумной обработки.
Для изготовления декоративной плитки из бетона, гипса применяются полиуретановые формы средней жесткости.

Регулировка стенда
Чтобы отрегулировать вибростенд, необходимо:
- полностью его нагрузить (поставить поддон с заполненными формами и закрепить);
- для веса положить в формы еще и модели;
- пузырьковым уровнем выровнять горизонтальность основания и платформы на нем;
- выставить регулировочными винтами эту самую горизонтальность;
- поставить прямо на формы блюдечко с шариком от подшипника (диаметр 5-6 мм);
- вывести на минимум регулятор вибраторов;
- включить вибраторы;
- плавно добавить мощность, добиваясь подскоков шарика на блюдце;
- затем мощность постепенно снизить, чтобы шарик снова катался по блюдцу, позванивая.
После вышеперечисленных манипуляций вибростенд можно считать отрегулированным.
Из чего сделать форму для декоративного кирпича и искусственного камня?
Форма или, как ее еще называют, матрица для камня – это гибкая плоская емкость в виде нужного вам рельефа, имеющая дно. Форма может состоять из сегментов – элементов кладки, предусмотренных дизайном. В зависимости от материала, из которого будет производиться камень, выбирают и сырье для изготовления формы.
Как правило, формы изготавливают из трех видов материалов: пластика, полиуретана и силикона.
Пластиковые формы для декоративного камня
Форма из пластика отличается жесткостью и нечувствительностью к химическим реагентам. Пластиковые формы для искусственного камня изготавливаются по технологии горячего литья и прессовки на специальном оборудовании в заводских условиях. Самостоятельно изготовить такую форму в домашних условиях не получится.
В основном пластиковые формы используются при производстве тротуарной плитки по технологии виброусадки.
Силиконовые формы для кирпича и камня
Силиконовые формы отличаются эластичностью, мягкостью и, одновременно с этим, высокой прочностью. Изготавливаются такие формы путем смешивания в строгой пропорции жидкого раствора на основе диоксида кремния и специального кислотного отвердителя.
Пропорции и технология изготовления силиконовой формы для искусственного камня и кирпича должны строго соблюдаться, так как при их нарушении свойства и характеристика материала и готового изделия (которое, кстати, может не получиться) изменяются.
При изготовлении силиконовой формы для декоративного камня потребуется наличие вакуумной машины, с помощью которой удаляются пузырьки воздуха после заливки сырья.
Для изготовления форм под декоративный камень и кирпич используются густые виды силикона. Из густого силикона изготавливают толстостенные формы под парафин, гипс, бетон. Также формы из такого силикона могут быть использованы в кулинарии, заморозке продуктов и т.д.

Полиуретановые формы для кирпича и искусственного камня
Форма для изготовления декоративного камня, выполненная из полиуретана, характеризуется высокой прочностью, эластичностью и большей износостойкостью и упругостью, нежели силиконовая форма. Полиуретан имеет высокую стойкость к химическим реагентам.
По качеству оттиска не уступает силикону, поэтому с помощью полиуретана можно изготовить формы с детализированным рисунком, текстурой или фактурой камня, кирпича или любого другого предмета.
Полиуретановые формы для искусственного камня производятся из двух компонентов – полиола (модифицированного полимера) и метилдифенилдиизоцианата (МДИ). Первый компонент содержит в себе различные добавки, корректирующие свойства продукта в твердом состоянии. Второй компонент является отвердителем.
Изготовление полиуретановых форм для искусственного камня своими руками не требует использование вакуумной машины, как этого требует производство форм из силикона. Удаление пузырьков производится подогреванием с помощью строительного фена. Формовка и отвердевание происходят при комнатных условиях.

Так какой же материал для изготовления формы под декоративный камень выбрать? Мы рекомендуем использовать полиуретан.
Полиуретановые формы для изготовления кирпича и декоративного камня универсальны. Одна и та же форма подходит для производства изделий из цементного и гипсового раствора. Кроме того такие форсы просты в приготовлении. В то время как силикон требует повышенного внимания и соблюдения пропорций и технологий, пропорции 2:1, 1.5:1, 1:1 для полиуретана позволяют избежать досадных ошибок.
Также формы для изготовления искусственного камня из полиуретана имеет гораздо более низкую стоимость, нежели из пластика или силикона.




